
Сварка полуавтоматом: короткий посібник для початківців
Якщо ви хочете легко впоратися з різними металевими заготовками, вам варто освоїти зварювання на режимі MIG (в середовищі захисного газу). Ця методика дозволяє одержувати шви високої якості навіть у побутових умовах. При цьому вона порівняно проста у виконанні. Щоб ви змогли з нею впоратися і широко використовувати напівавтомат зварювальний для різних потреб, розберемо, як варити в режимі MIG, і на що варто звернути увагу при роботі з тим чи іншим типом заготовок.
Що потрібно знати перед початком робіт
Для початку варто розібратися, чим зварювання напівавтоматом відрізняється від класичного дугового. Для цього типу обробки металу використовуються додаткові матеріали:
- Дріт діаметром від 0,6 мм до 1,2 мм. При тому, якщо товщина заготівлі становить менше 4 мм, то для не беруть розхідники до 0,8 мм. Якщо ж доводиться працювати з більш товстими листами заліза, слід брати дріт від 1 мм в діаметрі.
- Захисний газ. Як правило, для такої обробки матеріалу беруть суміш аргону та інших газів. Можна використовувати і звичайний вуглекислий газ, оскільки він коштує дешевше. Однак цей матеріал не дозволяє одержати якісні шви.

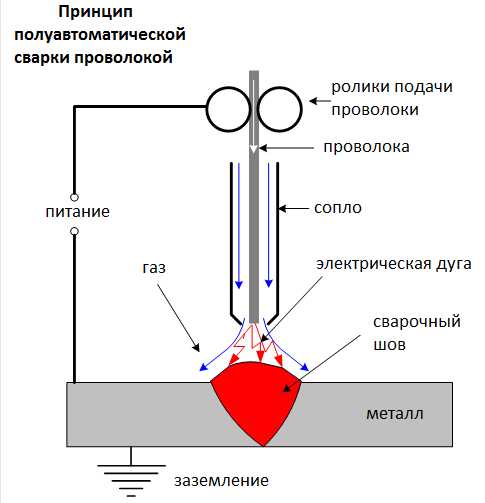
Сам метод аргонодугового зварювання передбачає прокладання дроту по лінії з'єднання металу та теплову обробку заготовок під шаром захисного газу. Цим він відрізняється від класичного зварювання, при якому дріт не використовується зовсім, а сам шов при обробці нічим додатково не захищається.
Використання саме цього методу зварювання має низку переваг. До них відносять:
- Отсутствие дыма во время работы.
- Возможность обработки материалов разных типов, включая черные и цветные металлы и сплавы, нержавейку и даже алюминий.
- Более высокое качество швов, нежели при работе с инвертором.
- Возможность работать с тончайшими листами металла толщиною в полмиллиметра.
- Отсутствие шлаков на заготовке.
К минусам этой методики относят необходимость использования громоздких аппаратов с газовыми баллонами (что неудобно при работе в частных мастерских). Кроме того, многие опытные сварщики жалуются, что подобные агрегаты неудобно использовать на открытом воздухе. Сильный ветер будет постоянно задувать горелку. Ее приходится разжигать повторно. Это занимает немало времени и может отразиться на качестве шва.
Нюансы работы с полуавтоматом
Итак, мы разобрались с особенностями сварки в среде защитного газа. Теперь стоит рассмотреть нюансы использования режима MIG на сварочных полуавтоматах. Чтобы справиться с ним, учитывайте следующее:
- Внимательно относитесь к подбору проволоки. Помните, что ее подбирают не только по толщине, но и по типу материала. К примеру, алюминиевые заготовки можно варить только соответствующими расходникам, стальные – стальными.
- Помните, что к заготовке всегда надо подключать именно минусовую клемму прибора. К плюсовой подключается только горелка. Если вы варите без газа. Используя специальную проволоку, то к заготовке надо будет подвести плюсовую клемму. Не перепутайте.
- Аккуратно выстраивайте силу тока. Она должна быть скоординирована со скоростью подачи проволоки. Чем выше скорость, тем больше сила тока, и наоборот.
- Проверяйте качество работы механизма подачи проволоки. Если он будет функционировать нестабильно, вам не удастся получить ровный прочный шов. То же самое касается шланга подачи проволоки. Этот элемент обязательно должен быть твердым. В противном случае он может изогнуться в процессе работы и заблокировать подачу проволоки.
- Перед началом работы обязательно удостоверьтесь в том, что токосъемный наконечник соответствует диаметру проволоки. Если они не совпадают, просто замените деталь.
- Если вы подключаетесь к сети со сниженным напряжением, возьмите проволоку меньшего диаметра. Иначе вам не удастся получить качественный шов.
- Время от времени чистите корпус и горелку от металлических брызг. Используйте для представленной цели специальные аэрозоли.
Перед тем, как зажечь горелку, обязательно снимите ножницами кончик проволоки, который остался после прошлого использования прибора. На нем мог образоваться шарик, плохо проводящий электричество. Если он останется, вам будет трудно разжечь устройство.
Во время работы с автоматом ведите горелку углом вперед, при этом следите, чтобы между ней и заготовкой был наклон в 60 градусов. Сам инструмент не приближайте вплотную к металлу. Между ними должно оставаться 5-15 мм. Если вы имеете дело с тонкой заготовкой, варите ее точечно. Так вы сможете избежать деформации материала.
Особенности ведения работы
Чтобы получить качественный шов уже при первых сеансах работы с аппаратом, следуйте таким несложным правилам:
- Всегда следите за тем, чтобы металл наплавлялся на оба фрагмента заготовок одинаково. Это необходимое условие для получения прочного шва.
- Перед началом работы прихватите листы сверху и снизу. Это поможет избежать деформации металла под воздействием высокой температуры.
- Если вы работаете с заготовками более 3 мм, выдерживайте между ними зазор в 2 мм. Только так вы сможете проплавить металл по всей толщине.
Пренебрежение этими правилами не даст вам получить прочную заготовку. Соблюдайте их при работе с любыми материалами.
Настройка техники
При включении сварочного аппарата, вам нужно задать сразу несколько параметров для дальнейшей работы:
- Газовое давление. Устанавливается на уровне 1-2 атмосфер.
- Сила тока.
- Скорость подачи проволоки.
Два последних параметра нужно выставить самостоятельно. В инструкции к прибору вы можете найти рекомендованные значения тока и скорости подачи проволоки. Но не воспринимайте их как единственно правильные. Попробуйте поработать на разных настройках, используя ненужные кусочки металла. Так вы подберете подходящий режим обработки.
Важно: подходящим можно считать только тот режим MIG, который позволяет получить гладкий ровный шов с глубоким проваром материала. Если хотя бы один из этих параметров не соблюдается, вам нужно продолжать экспериментировать с оборудованием.
Сварочные швы: основные типы

При работе с полуавтоматом можно выполнять разные типы швов. По положению в пространстве они могут быть:
- горизонтальные;
- вертикальные;
- нижние;
- потолочные.
Что касается типа соединения, то здесь выделяют вариации в стык, внахлест, тавровые, угловые. Если вы в первый раз работаете с полуавтоматом, вам следует работать в нижнем положении. Варить металл можно встык или внахлест. Когда вы освоите этот метод работы, можете переходить к более сложным.
Специфика работы с вертикальными швами
Это один из наиболее популярных вариантов. Направление, в котором прокладывают такой шов, зависит от толщины заготовки. Если она больше 3 мм, двигаются сверху вниз, если меньше – наоборот. Горелку держат под углом в 45 градусов. Что касается силы тока и скорости подачи проволоки, то эти параметры должны быть меньше, чем при обработке металла в нижнем положении.

Чтобы получить качественный вертикальный шов, сварщику необходимо соблюдать правильный угол наклона, дистанцию между горелкой и заготовкой в 5 мм (минимальное значение) и равномерно вести прибор по материалу. Сами листы важно не перегреть, иначе раскаленный металл будет заливать сварочную ванну. Если вы справитесь с этой задачей, гарантировано получите ровный прочный шов.
Тонкие заготовки: особенности обработки
Такие листы металла на полуавтомате варить не сложно. Можно работать как обычными методами, так и заклепочными (в этом случае заготовки надо складывать одна на другую и варить через предварительно проделанные дырочки). Во втором случае начинать работу следует не с краев, а с центра заготовки. В противном случае раскаленный металл будет затекать в отверстия и не позволит получить надежный шов.

При обработке тонких листов важно соблюдать такие рекомендации:
- Горелку надо вести без задержек. Иначе можно прожечь металл.
- При настройке прибора надо задавать минимальную силу тока.
- Детали можно не варить сплошным швом. Достаточно нескольких точек на заготовках, расположенных между собой на расстоянии не менее сантиметра.
Если вы ранее никогда не имели дело с тонкими заготовками, перед началом работы надо будет потренироваться на ненужных листах. Их также можно использовать для правильной настройки сварочного аппарата.
Пару слов о работе с толстыми листами металла
Этот тип заготовок довольно капризен в обработке. Чтобы справиться с ними, соблюдайте такие правила:
- Перед началом работы снимайте с деталей фаски. Это обеспечит глубокий провар шва.
- Не ведите прямой шов. Для обработки металла используйте зигзагообразные движения. Это позволит получить более широкий и глубокий шов.
- Сохраняйте между заготовками зазор в 2 мм.
- Следите за тем, чтобы шов равномерно заходил на детали. Так, если вы работаете с элементами толщиной в 6 мм, на каждый из них шов должен заходить на 3 мм.

Если вам приходиться обрабатывать очень толстые заготовки (толщиной более 5 мм), используйте не один, а несколько швов. При этом первый накладывайте как обычно по центру, а второй и третий делайте снизу и сверху от него.
Итоги
Як бачимо. Зварювання в середовищі захисного газу справді дозволяє справлятися з будь-якими видами заготовок – як товстими, так і тонкими. У використанні режим MIG зовсім не складний. Достатньо уважно вивчити особливості роботи з ним та попрактикуватися на непотрібних заготовках. І вже через тиждень ви справлятиметеся з ним не гірше, ніж зі звичайним дуговим зварюванням.





